The Brief
Unitech Engineering was asked to design and manufacture a bespoke dolav bin lifting and tipping machine for a large award winning salmon farming business in Scotland.
The unit needed to safely lift and tip Dolav bins with a capacity of up to 1.5 tonnes while operating within a harsh salt water environment.
The customer also required a design that would reduce maintenance challenges caused by corrosion and improve access for servicing.


The Solution
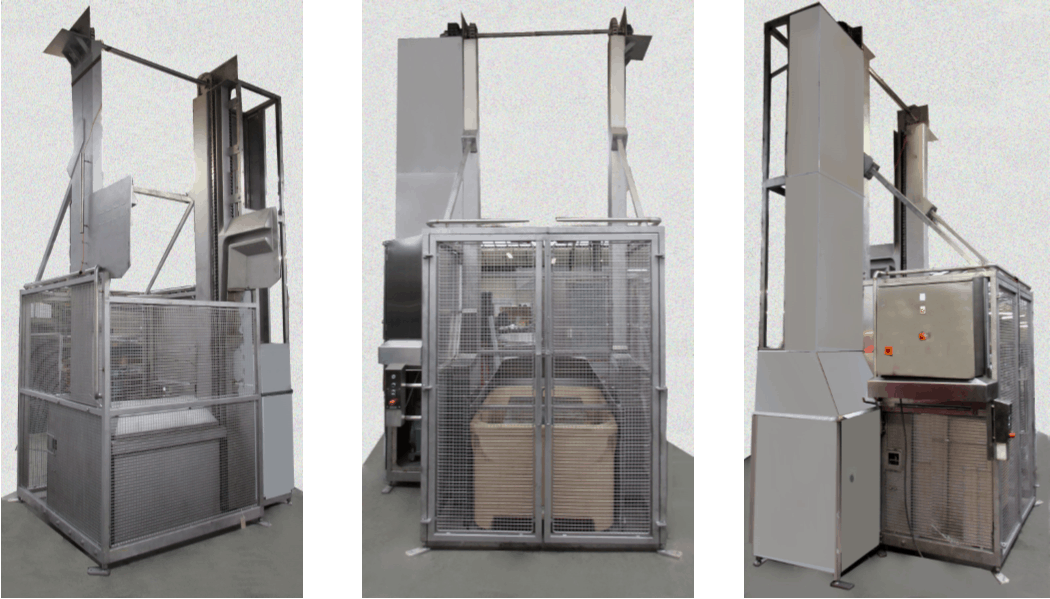
Unitech Engineering designed and manufactured a twin-column lift and tip unit built specifically for the customer’s operating conditions.
The machine uses motors mounted at high level with two drive chains, one positioned on each column. A key requirement from the customer was for the motor to remain accessible from low level for easier maintenance and servicing.
Because of the salt water environment, the exposed chains were manufactured from stainless steel to improve resistance to corrosion. This helped reduce ongoing maintenance requirements and improve long-term reliability.
During the design process, Unitech Engineering identified that stainless steel chains have a lower tensile strength than standard steel chains. To overcome this, a third steel drive chain was introduced into the system.
This third chain was enclosed to reduce exposure to the salt water environment, while the two exposed stainless steel chains provided increased corrosion resistance where it was needed most.
This combination allowed the system to maintain the required lifting performance while also reducing the need for high-level access equipment during servicing and maintenance work.
The Result
The completed Dolav lift and tip unit was successfully delivered to the customer and added to Unitech Engineering’s growing portfolio of bespoke stainless steel handling systems.
The final design provided the customer with a robust lifting solution capable of operating within demanding salt water conditions while reducing maintenance access challenges and limiting corrosion exposure.
By working closely with the customer and adapting the design during development, Unitech Engineering delivered a practical solution built around the real operating environment of the site.